
专题报道
News

择要:PCBA水基清洗剂白色粉末清洗机清洗
PCBA(SMTDIPPCBA);SMTPCBAIC1PCBA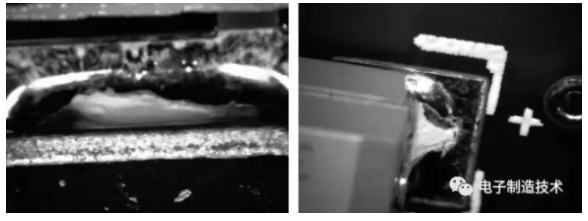
图1、清洗后引脚出现白色粉末状物质
白色粉末形成的机理
11 PCBA
在未采用水基型溶剂与清洗机搭配的方式清洗之前,一向采用酒精溶剂手工清洗 。为验证白色粉末的形成缘故原由及机理,进行以下试验。
将浸泡在酒精溶剂中,再使用防静电刷进行清洁。此次试验在浸泡后未立刻使用防静电刷进行清洁,而是直接晾干。发现浸泡后的,在直插器件和器件引脚均出现了白色粉末。说晓畅色粉末的形成与清洗方式、清洗剂的替换无关。为验证白色粉末的成分,将白色粉末委外进行红外光谱分析,发现白色粉末的重要成分为松香。验证了白色粉末为锡膏焊接、锡丝焊接后助焊剂残留物。
12 生产所使用的锡膏为免清洗锡膏,焊接所使用的焊锡丝为免清洗焊锡丝, 而使用的助焊剂F800 IC()是器件外观贴装器件安装在印制电路板的外观,通过回流焊的方式加以焊接组装的电路装连技术。回流焊焊接包括个部分:预热区、恒温区活性区、回流区、冷却区。恒温区有两个作用,其中之一就是焊锡膏中的助焊剂开始发生活性反应,消灭焊接外观的氧化物和杂质,增长
焊件外观润湿性能及外观能,使熔化的焊锡能够很好地润湿焊件外观。在回流区时助焊剂附着在焊接外观,促进焊锡润湿过程和防止焊接外观的再氧化。在完成回流焊接后,助焊剂以固化的松香的情势黏附在焊接外观,呈半透明的绝缘物质。因、等器件引脚间距远远小于一样平常的器件,在回流焊接过程中助焊剂延长的面积较少,导致引脚间的助焊剂残留较一样平常的器件多,且清洗空间较小,所以清洗难度宏大于一样平常器件。
在器件焊接后,原有一层透明的胶膜将助焊剂等残渣紧紧包裹,但清洗破坏了这层透明物质,使得暴露的残渣以难溶的白色粉末的情势体现出来。为避免白色粉末的产生,或者不做任何清洗,或者做彻底清洗,白色粉末的发生是由不完全清洗造成。
水清洗的个要素:水、清洗剂、时间、温度、机械力。清洗机与水去离子水为固定因素,可调整因素仅有清洗剂、时间、温度。清洗机设定的参数有:清洗温度、清洗时间、漂洗温度、漂洗时间。综合水清洗工艺及清洗机参数, 设计试验的参数有:清洗剂、清洗温度、清洗时间、漂洗温度、漂洗时间。
2 DOEPCBAPCBA32381405050PCBAPCBA 1 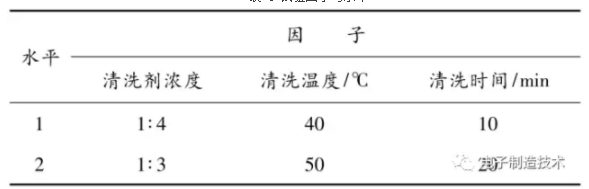
根据表全因子设计了项试验并得到试验效果,见表。
表全因子设计及试验效果
试验效果与讨论
假定白色粉末出现效果为,未出现效果为 。清洗剂浓度为 因子,清洗温度为 因子,清洗时间为 因子。各因子低水平为 -,高水平为 ,则试验效果见表 。
A( ) = (0 +0 +0 +0) /4
=0
平均 B( ) = (0 +0 +1 +1) /4
=05
平均. C( ) = (0 +1 +0 +1) /4
=05
平均.:
A =(A + ) (A )
=1
B = (B + ) (B )
=0
C = (C + ) (C )
=0
假如各因素的高水平与低水平平均值的差为,则此因素对输出变量的均值无影响,否则说明其对输出变量的均值有影响。
从以上试验数据分析可知,清洗剂浓度为白色粉末产生的关键因子。
31 1313PCBA23%24%16%18%PCBA.实物验证
使用配比为∶的溶液、清洗温度℃以及合适的清洗时间,清洗更加复杂的时元件布局更加密集,元器件引脚间距仅.,也未再出现白色粉末。如图所示。
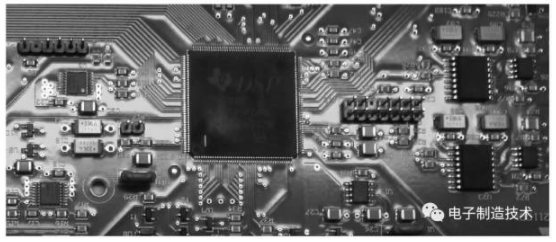
图清洗后无白色粉末产生的结语
在清洗不同助焊剂残留物时,清洗剂浓度、清洗时间、清洗温度个因子是影响清洗的重要因子,如替换助焊剂或锡膏种类时,可对该个因子进行试验设计,通过试验设计确定最优清洗参数。
更多纳米防水资讯请关注纳米防水微信号: nanowp
择要:PCBA水基清洗剂白色粉末清洗机清洗
PCBA(SMTDIPPCBA);SMTPCBAIC1PCBA
图1、清洗后引脚出现白色粉末状物质
白色粉末形成的机理
11 PCBA
在未采用水基型溶剂与清洗机搭配的方式清洗之前,一向采用酒精溶剂手工清洗 。为验证白色粉末的形成缘故原由及机理,进行以下试验。
将浸泡在酒精溶剂中,再使用防静电刷进行清洁。此次试验在浸泡后未立刻使用防静电刷进行清洁,而是直接晾干。发现浸泡后的,在直插器件和器件引脚均出现了白色粉末。说晓畅色粉末的形成与清洗方式、清洗剂的替换无关。为验证白色粉末的成分,将白色粉末委外进行红外光谱分析,发现白色粉末的重要成分为松香。验证了白色粉末为锡膏焊接、锡丝焊接后助焊剂残留物。
12 生产所使用的锡膏为免清洗锡膏,焊接所使用的焊锡丝为免清洗焊锡丝, 而使用的助焊剂F800 IC()是器件外观贴装器件安装在印制电路板的外观,通过回流焊的方式加以焊接组装的电路装连技术。回流焊焊接包括个部分:预热区、恒温区活性区、回流区、冷却区。恒温区有两个作用,其中之一就是焊锡膏中的助焊剂开始发生活性反应,消灭焊接外观的氧化物和杂质,增长
焊件外观润湿性能及外观能,使熔化的焊锡能够很好地润湿焊件外观。在回流区时助焊剂附着在焊接外观,促进焊锡润湿过程和防止焊接外观的再氧化。在完成回流焊接后,助焊剂以固化的松香的情势黏附在焊接外观,呈半透明的绝缘物质。因、等器件引脚间距远远小于一样平常的器件,在回流焊接过程中助焊剂延长的面积较少,导致引脚间的助焊剂残留较一样平常的器件多,且清洗空间较小,所以清洗难度宏大于一样平常器件。
在器件焊接后,原有一层透明的胶膜将助焊剂等残渣紧紧包裹,但清洗破坏了这层透明物质,使得暴露的残渣以难溶的白色粉末的情势体现出来。为避免白色粉末的产生,或者不做任何清洗,或者做彻底清洗,白色粉末的发生是由不完全清洗造成。
水清洗的个要素:水、清洗剂、时间、温度、机械力。清洗机与水去离子水为固定因素,可调整因素仅有清洗剂、时间、温度。清洗机设定的参数有:清洗温度、清洗时间、漂洗温度、漂洗时间。综合水清洗工艺及清洗机参数, 设计试验的参数有:清洗剂、清洗温度、清洗时间、漂洗温度、漂洗时间。
2 DOEPCBAPCBA32381405050PCBAPCBA 1
根据表全因子设计了项试验并得到试验效果,见表。
表全因子设计及试验效果
试验效果与讨论
假定白色粉末出现效果为,未出现效果为 。清洗剂浓度为 因子,清洗温度为 因子,清洗时间为 因子。各因子低水平为 -,高水平为 ,则试验效果见表 。
A( ) = (0 +0 +0 +0) /4
=0
平均 B( ) = (0 +0 +1 +1) /4
=05
平均. C( ) = (0 +1 +0 +1) /4
=05
平均.:
A =(A + ) (A )
=1
B = (B + ) (B )
=0
C = (C + ) (C )
=0
假如各因素的高水平与低水平平均值的差为,则此因素对输出变量的均值无影响,否则说明其对输出变量的均值有影响。
从以上试验数据分析可知,清洗剂浓度为白色粉末产生的关键因子。
31 1313PCBA23%24%16%18%PCBA.实物验证
使用配比为∶的溶液、清洗温度℃以及合适的清洗时间,清洗更加复杂的时元件布局更加密集,元器件引脚间距仅.,也未再出现白色粉末。如图所示。
图清洗后无白色粉末产生的结语
在清洗不同助焊剂残留物时,清洗剂浓度、清洗时间、清洗温度个因子是影响清洗的重要因子,如替换助焊剂或锡膏种类时,可对该个因子进行试验设计,通过试验设计确定最优清洗参数。
更多纳米防水资讯请关注纳米防水微信号: nanowp

择要:PCBA水基清洗剂白色粉末清洗机清洗
PCBA(SMTDIPPCBA);SMTPCBAIC1PCBA
图1、清洗后引脚出现白色粉末状物质
白色粉末形成的机理
11 PCBA
在未采用水基型溶剂与清洗机搭配的方式清洗之前,一向采用酒精溶剂手工清洗 。为验证白色粉末的形成缘故原由及机理,进行以下试验。
将浸泡在酒精溶剂中,再使用防静电刷进行清洁。此次试验在浸泡后未立刻使用防静电刷进行清洁,而是直接晾干。发现浸泡后的,在直插器件和器件引脚均出现了白色粉末。说晓畅色粉末的形成与清洗方式、清洗剂的替换无关。为验证白色粉末的成分,将白色粉末委外进行红外光谱分析,发现白色粉末的重要成分为松香。验证了白色粉末为锡膏焊接、锡丝焊接后助焊剂残留物。
12 生产所使用的锡膏为免清洗锡膏,焊接所使用的焊锡丝为免清洗焊锡丝, 而使用的助焊剂F800 IC()是器件外观贴装器件安装在印制电路板的外观,通过回流焊的方式加以焊接组装的电路装连技术。回流焊焊接包括个部分:预热区、恒温区活性区、回流区、冷却区。恒温区有两个作用,其中之一就是焊锡膏中的助焊剂开始发生活性反应,消灭焊接外观的氧化物和杂质,增长
焊件外观润湿性能及外观能,使熔化的焊锡能够很好地润湿焊件外观。在回流区时助焊剂附着在焊接外观,促进焊锡润湿过程和防止焊接外观的再氧化。在完成回流焊接后,助焊剂以固化的松香的情势黏附在焊接外观,呈半透明的绝缘物质。因、等器件引脚间距远远小于一样平常的器件,在回流焊接过程中助焊剂延长的面积较少,导致引脚间的助焊剂残留较一样平常的器件多,且清洗空间较小,所以清洗难度宏大于一样平常器件。
在器件焊接后,原有一层透明的胶膜将助焊剂等残渣紧紧包裹,但清洗破坏了这层透明物质,使得暴露的残渣以难溶的白色粉末的情势体现出来。为避免白色粉末的产生,或者不做任何清洗,或者做彻底清洗,白色粉末的发生是由不完全清洗造成。
水清洗的个要素:水、清洗剂、时间、温度、机械力。清洗机与水去离子水为固定因素,可调整因素仅有清洗剂、时间、温度。清洗机设定的参数有:清洗温度、清洗时间、漂洗温度、漂洗时间。综合水清洗工艺及清洗机参数, 设计试验的参数有:清洗剂、清洗温度、清洗时间、漂洗温度、漂洗时间。
2 DOEPCBAPCBA32381405050PCBAPCBA 1
根据表全因子设计了项试验并得到试验效果,见表。
表全因子设计及试验效果
试验效果与讨论
假定白色粉末出现效果为,未出现效果为 。清洗剂浓度为 因子,清洗温度为 因子,清洗时间为 因子。各因子低水平为 -,高水平为 ,则试验效果见表 。
A( ) = (0 +0 +0 +0) /4
=0
平均 B( ) = (0 +0 +1 +1) /4
=05
平均. C( ) = (0 +1 +0 +1) /4
=05
平均.:
A =(A + ) (A )
=1
B = (B + ) (B )
=0
C = (C + ) (C )
=0
假如各因素的高水平与低水平平均值的差为,则此因素对输出变量的均值无影响,否则说明其对输出变量的均值有影响。
从以上试验数据分析可知,清洗剂浓度为白色粉末产生的关键因子。
31 1313PCBA23%24%16%18%PCBA.实物验证
使用配比为∶的溶液、清洗温度℃以及合适的清洗时间,清洗更加复杂的时元件布局更加密集,元器件引脚间距仅.,也未再出现白色粉末。如图所示。
图清洗后无白色粉末产生的结语
在清洗不同助焊剂残留物时,清洗剂浓度、清洗时间、清洗温度个因子是影响清洗的重要因子,如替换助焊剂或锡膏种类时,可对该个因子进行试验设计,通过试验设计确定最优清洗参数。
更多纳米防水资讯请关注纳米防水微信号: nanowp

随着电子产品防水需求的不断提高,从原先的 IP54到现在的IP67IP68等级!市场上出现了防水透气膜和防水透音膜,目前这两种不同的材料应用被搞混了,今天便与大家一起讨论防水透气
最近各地降雨量激增,所以手机就难免会沾点水,作为生活中不可或缺的电子产品,防水已经成为一个十分重要重要功能,而且个人对目前的IP68手机市场是相当不满意的。为什么?太贵
自然界中荷叶具有出淤泥而不染的典型不沾水特性(学术上称为Cassie-Baxter状态),具有自清洁、抗结冰、减阻、抗腐蚀等广泛应用价值,而玫瑰花瓣则具有水滴高粘附特性(称为Wenze
派瑞林各种粉材真空镀膜技术加工 纳米涂层防水处理
高阻隔强绝缘防汗液涂层蓝牙耳机3C电子产品IPX7纳米材料
耐磨超疏水纳米材料 绝缘子架空导线电缆桥梁防覆冰涂层

真空等离子气相沉积技术纳米防水镀膜加工 产能5万片天
亲水疏油自洁净纳米涂层 易去污 无机防紫外高硬度材料
台湾超亲水防雾塑料专用 附着力好 透过率高 持久有效